Für Branchenexperten, die sich mit der Kunst und Wissenschaft der Papierherstellung auskennen, geht die Bedeutung der Kontrolle von Farbe und Helligkeit des Papiers über das ästhetische Erscheinungsbild hinaus – sie beeinflusst die Funktionalität des Papiers und die Wahrnehmung der Verbraucher.
Hier erfahren Sie, warum ein rigoroses Management dieser Eigenschaften entscheidend für eine hervorragende Papierproduktion ist.
Was sind Papierweißheit und Helligkeit?
In der Papierindustrie sind Helligkeit und Weißgrad entscheidende Eigenschaften, die sowohl das Aussehen als auch die Leistung von Papier beeinflussen.
Die Helligkeit bezieht sich darauf, wie viel blaues Licht ein Papier reflektiert, insbesondere bei einer Wellenlänge von 457 nm.
Dies ist von entscheidender Bedeutung, da es mit Lignin interagiert, einem natürlichen „Klebstoff“ im Papier, der dem Papier einen Gelbstich verleihen kann. Ein höherer Helligkeitswert deutet daher auf eine geringere Vergilbung und ein besseres Ausbleichen des Papierbreis hin.
Der Weißgrad hingegen misst die relative Ausgewogenheit des reflektierten Lichts über den gesamten sichtbaren Spektralbereich (ca. 380 nm – 720 nm).
Dies vermittelt ein umfassenderes Bild von der Farbqualität des Papiers.
Eine wichtige Metrik im Zusammenhang mit dem Weißgrad ist der CIE-Weißgrad-Index.
Dieser einstellige Index bezieht sich auf den relativen Grad nahezu weißer Materialien unter bestimmten Beleuchtungsbedingungen und ist der in der Industrie am häufigsten verwendete Weißgrad-Index.

Das Wichtigste bei der Verwaltung der Helligkeit
Verbesserte Produktqualität: Die Kontrolle von Helligkeit und Farbkonsistenz ist der Schlüssel zur Herstellung von hochwertigem Papier, das die vom Markt geforderten ästhetischen und funktionalen Standards erfüllt.
Diese Kontrolle wirkt sich direkt auf die Attraktivität und Verwendbarkeit des Papiers aus, insbesondere bei farbkritischen Anwendungen wie Druck und Kunst.
Gesteigerte Produktionseffizienz: Durch die konsequente Überwachung von Helligkeit und Farbe können Hersteller Abweichungen frühzeitig im Produktionsprozess erkennen.
Diese frühzeitige Erkennung ermöglicht schnelle Anpassungen, reduziert den Ausschuss und erhöht die Effizienz.
Optimierte Materialverwendung: Präzise Helligkeitsmessungen helfen bei der optimalen Anwendung optischer Aufheller, die für das Erreichen des gewünschten Weißgrades ohne Überverbrauch entscheidend sind.
Diese präzise Anwendung spart Kosten und sichert die langfristige Qualität des Papiers.
Wie messen wir Helligkeit?
Die Industrie verwendet mehrere standardisierte Methoden zur Messung der Papierhelligkeit, um Konsistenz und Zuverlässigkeit bei verschiedenen Produkten und Chargen zu gewährleisten.
Hier sind einige davon:
T525 und T452 Standards: Hier wird die diffuse und gerichtete Reflexion des Papiers bei 457 nm gemessen.
ISO 2470 und ISO 2469: Diese Normen konzentrieren sich auf die Messung des diffusen blauen Reflexionsfaktors, auch bekannt als ISO-Helligkeit, und des gesamten diffusen Faktors.
Verschiedene Messmethoden können zu unterschiedlichen Ergebnissen führen, die von der Beschaffenheit des Papiers und anderen Eigenschaften beeinflusst werden.
Spektralphotometer, wie das Datacolor Elrepho 1000sind für die genaue Messung dieser Eigenschaften unerlässlich.
Dieses Spektralphotometer unterstützt eine Vielzahl von Industriestandards, darunter ISO, DIN, SCAN und TAPPI, und ist damit ein vielseitiges Hilfsmittel für eine präzise und zuverlässige Qualitätskontrolle in der Papierproduktion.

Diffuse vs. gerichtete Helligkeit
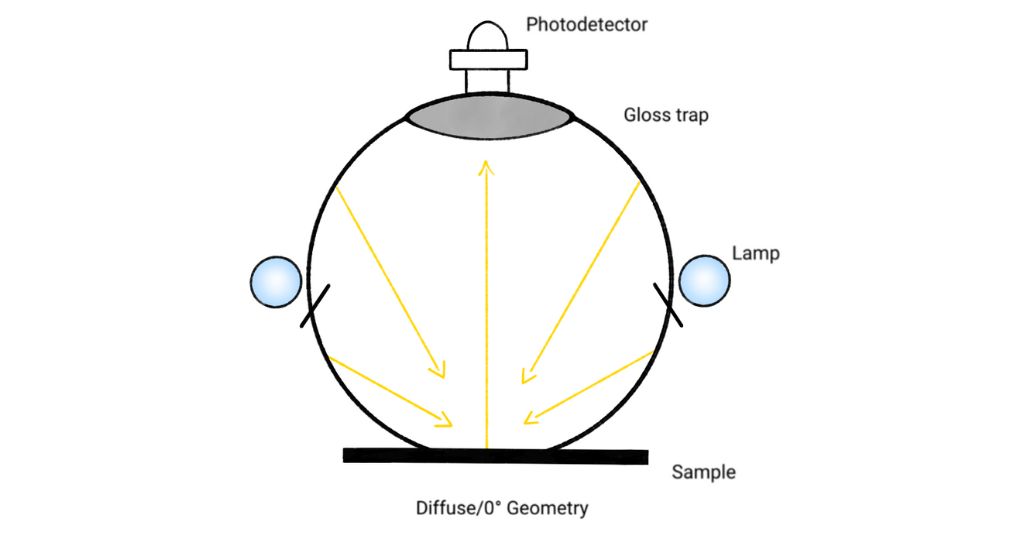
Bei der diffusen Helligkeitsprüfung wird das Licht gleichmäßig über die Oberfläche des Papiers gestreut, was ein allgemeines Maß für dessen Reflexionsgrad liefert.
Bei dieser Methode wird eine Ulbricht-Kugel verwendet, um das Licht zu streuen, und ein Fotodetektor, um die Helligkeit zu messen.
Die diffuse Beleuchtung erfolgt bei 0° (d/0°). Dies ist die in der Papierindustrie allgemein anerkannte Messtechnik, die auch vom Datacolor Elrepho 1000 verwendet wird.
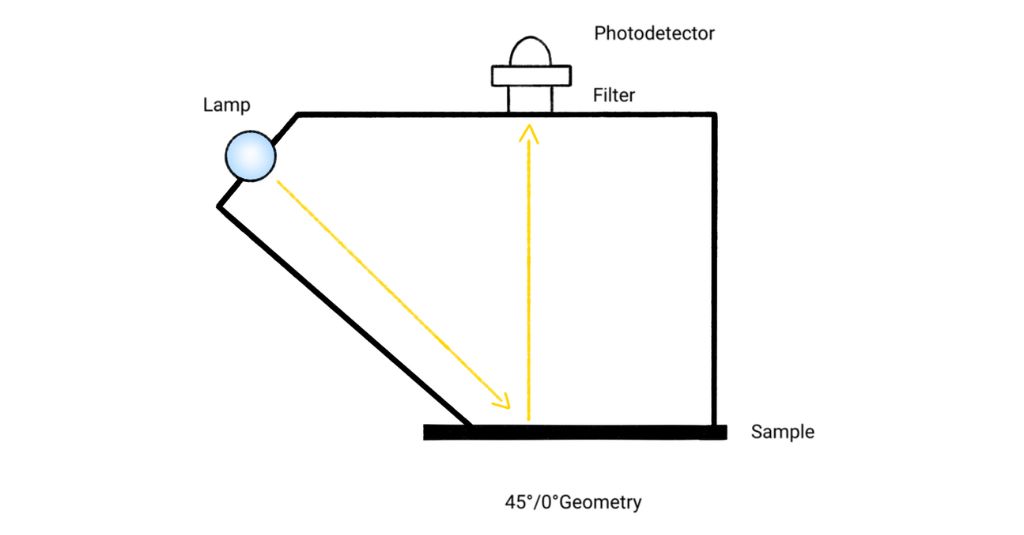
Im Gegensatz dazu wird bei der Prüfung der gerichteten Helligkeit eine Lichtquelle in einem Winkel von 45 Grad zum Papier eingesetzt, um zu messen, wie das Licht vom Papier in einer bestimmten Richtung reflektiert wird.
Diese Methode, bekannt als gerichtete Helligkeit (45°/0°), ist weniger verbreitet.
Ihr Nachteil ist, dass die Farbe beeinträchtigt wird, wenn die Probe eine Struktur aufweist.
Die Rolle der optischen Aufheller
Optische Aufheller sind Chemikalien, die dem Papier zugesetzt werden, um seine Helligkeit zu erhöhen.
Sie absorbieren ultraviolettes Licht und geben es als sichtbares blaues Licht wieder ab, wodurch die Gesamthelligkeit des Papiers erhöht wird.
Die Wirksamkeit dieser Aufheller kann je nach der Menge des UV-Lichts und der Art des verwendeten Aufhellers variieren.
Warum Helligkeit wichtig ist
Die Helligkeit von Papier beeinflusst nicht nur seine Ästhetik, sondern auch seine Funktionalität.
In der Druckindustrie zum Beispiel kann helleres Papier zu einer schärferen und lebendigeren Druckqualität führen.
Für den Normalverbraucher wird helleres Papier oft mit höherer Qualität und Sauberkeit assoziiert und beeinflusst so die Kaufentscheidung.
Hervorragende Papierqualität
Bei der effektiven Verwaltung des Papierglanzes geht es nicht nur um die Einhaltung von Standards, sondern auch um die direkte Verbesserung der Qualität und Attraktivität Ihrer Papierprodukte.
Wenn Sie diese wesentlichen Attribute verstehen und kontrollieren, können Sie sicherstellen, dass Ihr Papier nicht nur besser aussieht, sondern auch in seinen vorgesehenen Anwendungen besser funktioniert.
Nutzen Sie die Präzision des Datacolor Elrepho 1000, um außergewöhnliche Qualitätsstandards einzuhalten.
Sind Sie daran interessiert, Ihre Prozesse zu optimieren?
Wenden Sie sich noch heute an einen Datacolor Farbexperten und erfahren Sie, wie diese Technologie Ihre Produktion verbessern kann.
Sie möchten mehr über Elrepho 1000 erfahren?
Chatten Sie mit einem Experten!